

SEMI-AUTOMATIC WELDING MACHINE PULSEMIG 250P MIG/MAG/TIG/MMA WELDER FANTASY







Regular price:
product unavailable

 Description
Description
The Welder Fantasy PULSEMIG 250 device is a modern inverter power source offering a wide range of possibilities for welding operations. Thanks to the use of modern IGBT technology and high-quality components, PULSEMIG devices are perfectly suited for professional welding work in industries such as automotive, metal structures, and many others.
"WELDER FANTASY" IS A PROTECTED AND REGISTERED TRADEMARK OF THE FACHOWIEC COMPANY - View the Protective Certificate document
The Welder Fantasy PULSEMIG 250 device is a multifunctional 3-in-1 inverter welder designed for welding using the following methods:
- MIG PULSE – an advanced welding method that utilizes the best forms of molten electrode material transfer to the welded workpiece. Unlike short-circuit welding, pulsed welding does not produce spatter and does not cause cold laps. Welding positions in pulse mode are not limited, as they are derived from globular or spray transfer modes, and their use is significantly more efficient. By cooling the spray arc process, pulsed MIG extends the welding range, and the reduced heat input prevents burn-through of thin materials. MIG PULSE is one of the best welding processes for a wide range of applications and metal types.
- MIG/MAG – arc welding with shielding gases is one of the most commonly used processes for manufacturing welded structures. The semi-automatic welding process involves melting the edges of the workpiece and the consumable electrode material using the heat of an electric arc burning between a solid wire electrode and the welded part, in an inert or active gas shield.
- SPOT – a function used for spot tack welding of metal components.
- FCAW – thanks to the polarity change function, gas-less welding using self-shielded FCAW wire is possible. This method uses self-shielded flux-cored wire for welding (in all positions) normal and high-strength steels with tensile strength not exceeding 510 MPa. The wire can be used for single- and multi-pass welding with both flat and drooping characteristic power sources. It is intended for general production work, including field conditions, and for welding structures without impact toughness requirements. Welding current DC(-).
-
TIG DC PULSE lift-arc – arc ignition occurs by contacting the electrode with the welded material; the pulse function allows welding thin elements through periodic changes in current intensity.
- TIG DC LIFT – welding with a tungsten electrode in an inert gas shield. This method enables welding of all types of steel, including carbon, alloy, stainless, acid-resistant steels, as well as copper alloys such as bronze and brass.
- MMA DC+ – the MMA method uses a coated electrode consisting of a metal core covered with flux. An electric arc is generated between the electrode tip and the welded material. Arc ignition occurs by touching the electrode to the workpiece. MMA DC+ means welding with positive polarity – more heat is generated in the material and less in the electrode.
- MMA DC- – the difference compared to MMA DC+ is negative polarity, resulting in reversed heat distribution – more heat on the electrode and less in the welded material.
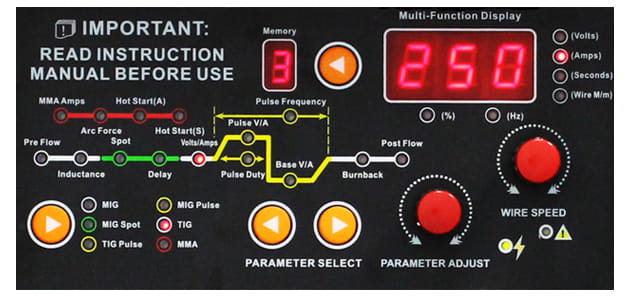
The intuitive digital control panel allows quick adjustment of all essential welding parameters. Reliability and a wide range of applications make PULSEMIG devices satisfy even the most demanding users.
Versatility is one of the greatest advantages of PULSEMIG devices. The pulsed current welding function in MIG/MAG and TIG modes (with full pulse modulation) provides unlimited possibilities when welding steel, stainless steel, acid-resistant steel, and aluminum alloys.
The PULSEMIG welder enables welding of the most popular metals.
Using the MIG/MAG method: carbon steels, alloy steels, aluminum alloys, and gas-less welding with flux-cored (FCAW) wire.
The device enables parameter selection for the BRAZING process using CuSi wire.
Using the TIG DC LIFT method, the welder enables welding of all types of steel, including carbon, alloy, stainless, acid-resistant steels, as well as copper alloys such as bronze and brass.
The MMA mode (coated electrode) allows welding with all electrode types, e.g. basic, cellulose, rutile, and acidic.
DEVICE FEATURES:
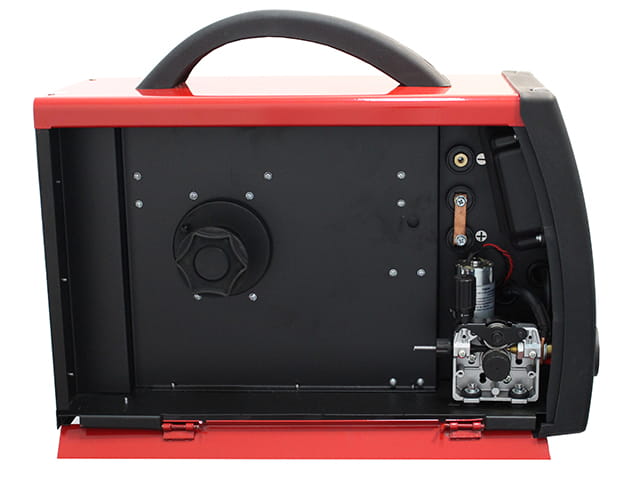
- compact, solid construction,
- small dimensions and low weight,
- IGBT transistors,
- 35% duty cycle,
- possibility of welding with self-shielded wire (FLUX),
- easy-to-use control panel,
- multifunction LCD display,
- LCD work program display,
- ability to save 9 individual programs,
- very wide range of welding functions:
- PRE and POST GAS – gas flow before and after welding.
- SPOT – function for tack welding metal elements.
- INDUCTANCE – properly selected inductance reduces spatter. It depends on wire diameter, shielding gas, current intensity, and welding position. Lower inductance stabilizes and concentrates the arc, while higher inductance improves weld pool fluidity and reduces spatter.
- PULSE – pulsed current welding, mainly used for thin materials (even 0.1 mm), low-melting metals (e.g. lead), and forced positions. Benefits include smaller heat-affected zone, improved arc stability, deeper penetration, and better weld appearance.
- HOT START – increases current at arc ignition to facilitate welding start.
- ARC FORCE – stabilizes the arc voltage regardless of arc length and helps control spatter.
THE COMPLETE SET INCLUDES:
- Welder Fantasy TIG, MIG/MAG, MMA PULSEMIG 250P welder,
- TIG SRT 26-4m torch,
- MIG/MAG MB25-3m torch,
- 3m ground clamp,
- 3m electrode holder,
- teflon liner for MIG/MAG torch,
- 2 wire feed rollers for ALU and STEEL,
- additional consumables (nozzles, connectors, collets),
- instruction manual in Polish and warranty card.

TECHNICAL DATA:
|
Parameter |
PULSEMIG 250P |
| Power Supply | |
|
Supply voltage |
230V ± 10% |
| Frequency [Hz] | 50/60 |
| Protection [A] | 25 |
| Power consumption [kVA] | 5 |
| Parameters – MIG/MAG | |
| Welding current range [A] | 30 – 250 |
| Rated output voltage [V] | 14 – 30 |
| Duty cycle at ambient temperature 40oC 35%; 60%; 100% [A] | 250; 200; 160 |
| Pulsed welding: Base pulse voltage [V] Pulse voltage [V] Pulse modulation [%] Pulse frequency [Hz] |
14 – 30 14 – 30 10 – 90 10 – 250 |
| Wire feeder speed [m/min] | 1.5 – 15 |
| Spot welding time [s] | 0.1 – 15 |
| Welding wire diameter [mm] | 0.6; 0.8; 1.0; 1.2 |
| Feeder type | 2R |
| Feed rollers included | 0.8–1.0V; 1.0–1.2U |
| Torch type | MB25 |
| Maximum wire spool size | D200, 5 kg |
| Pre-gas flow time [s] | 0 – 5 |
| Post-gas flow time [s] | 0 – 10 |
| Parameters – TIG DC | |
| Welding current range [A] | 10 – 250 |
| Duty cycle at ambient temperature 40oC 35%; 60%; 100% [A] | 250; 200; 160 |
| Pulsed welding: Base current [A] Pulse current [A] Pulse modulation [%] Pulse frequency [Hz] |
10 – 250 10 – 250 10 – 90 0.1 – 500 |
| Pre-gas flow time [s] | 0 – 5 |
| Post-gas flow time [s] | 0 – 10 |
| Parameters – MMA | |
| Welding current range [A] | 10 – 200 |
| No-load output voltage [V] | 60 |
| Duty cycle at ambient temperature 40oC 35%; 60%; 100% [A] | 200; 160; 130 |
| Other | |
| Insulation class | S |
| Protection rating | IP21 |
| Weight [kg] | 25 |
| Dimensions L×W×H [mm] | 230 × 200 × 290 |
Files for download: