

SEMI-AUTOMATIC WELDING MACHINE BI-PULSE KRAMER 200 MIG MAG









Regular price:
product unavailable
 Description
Description
The multifunctional device KRAMER BI-PULSE 200 is designed for manual arc welding using the GMAW (Gas Metal Arc Welding) method – MIG/MAG as well as MMA (Manual Metal Arc Welding).
The KRAMER BI-PULSE 200 device is a modern, synergic inverter power source offering many possibilities for welding operations.
Its main advantages include the ability to weld using single or double pulse current in MIG or MAG mode and the possibility of using synergic settings. Reliability and a wide range of applications ensure that the devices meet the expectations of even the most demanding users.
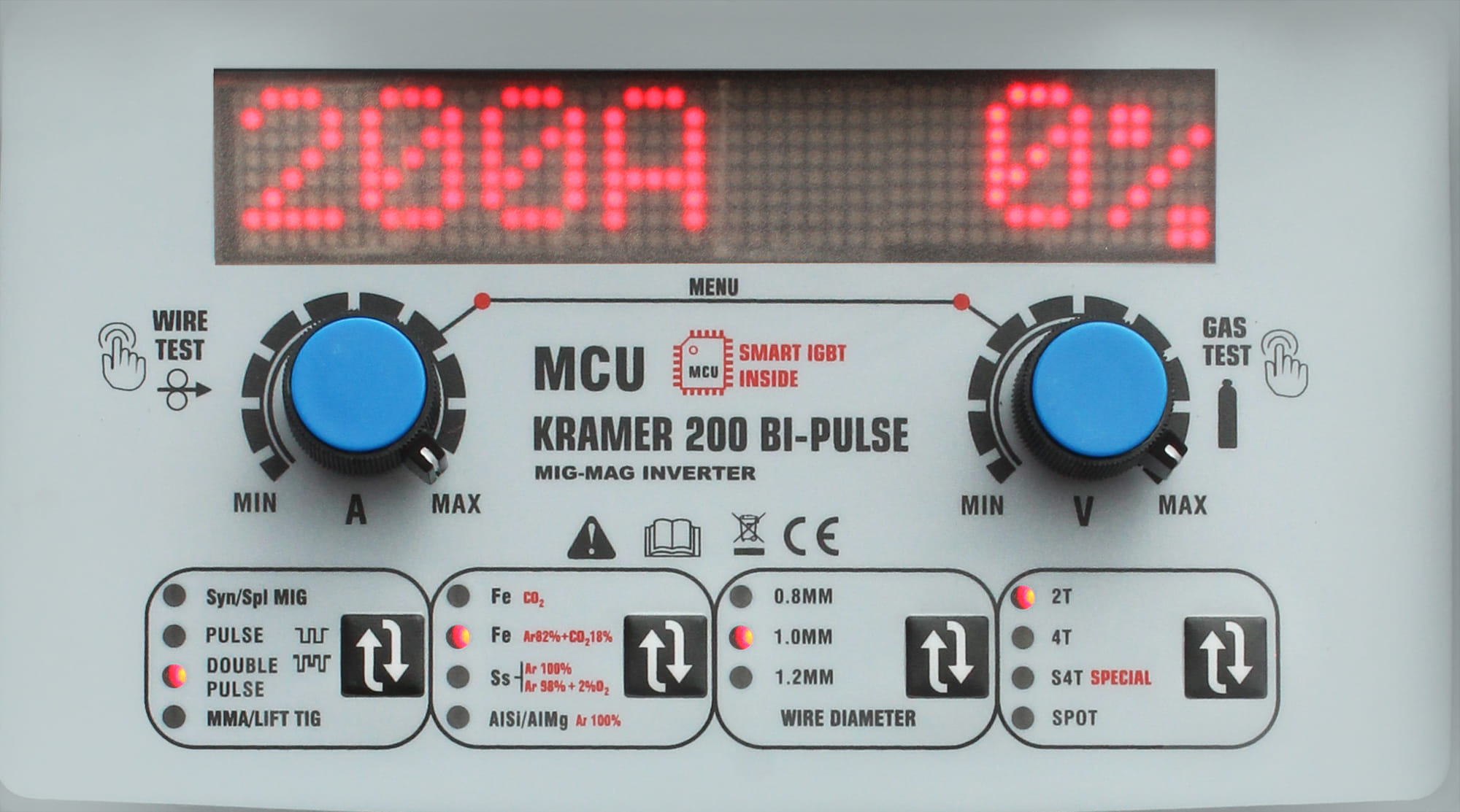
The intuitive, easy-to-use control panel allows quick setting of all the most important welding parameters. Thanks to synergic settings, it is possible to automatically select welding parameters such as voltage, current, and wire feed speed using a single knob. The device also allows selection of the wire diameter and the type of material being welded, automatically matching the welding parameters to them.
The device features smooth adjustment of welding voltage and current and is equipped with an overload thermal protection system that protects against excessive overheating of electronic components.
The KRAMER BI-PULSE 200 MIG/MAG semi-automatic welder allows operation in the following modes:
- MIG/MAG with double pulse option,
- MIG/MAG with single pulse option,
- MIG/MAG – continuous welding in synergic mode,
- FCAW – self-shielded wire welding,
- SPOT – spot welding,
- MMA – coated electrode welding.
Thanks to the use of modern IGBT technology and high-quality components, the KRAMER BI-PULSE 200 MIG/MAG devices are ideally suited for professional welding work in industries such as automotive, metal structures, and many others.
 IGBT Technology – Insulated Gate Bipolar Transistor – is a modern technology based on bipolar transistors with an insulated gate. It combines the ease of control of field-effect transistors with the high breakdown voltage and fast switching speed of bipolar transistors. The use of IGBT technology significantly extends the reliable operating life of welding devices.
IGBT Technology – Insulated Gate Bipolar Transistor – is a modern technology based on bipolar transistors with an insulated gate. It combines the ease of control of field-effect transistors with the high breakdown voltage and fast switching speed of bipolar transistors. The use of IGBT technology significantly extends the reliable operating life of welding devices.
 MIG/MAG – Arc welding with shielding gases is one of the most commonly used processes for producing welded structures. The semi-automatic welding process involves melting the edges of the welded workpiece and the consumable electrode material with the heat of an electric arc burning between a solid wire electrode and the welded part, in an inert or active gas shield.
MIG/MAG – Arc welding with shielding gases is one of the most commonly used processes for producing welded structures. The semi-automatic welding process involves melting the edges of the welded workpiece and the consumable electrode material with the heat of an electric arc burning between a solid wire electrode and the welded part, in an inert or active gas shield.
 MIG PULSE – an advanced form of welding that uses the most efficient methods of transferring molten electrode material to the welded workpiece. Unlike short-circuit welding, pulsed welding does not produce spatter or cause cold laps. Welding positions in pulse mode are not limited, as they derive from globular or spray transfer modes, making them significantly more efficient. By cooling the spray arc process, pulsed MIG expands the welding range, while reduced heat input prevents burn-through of thin materials. MIG PULSE is one of the best welding processes for a wide range of applications and metal types.
MIG PULSE – an advanced form of welding that uses the most efficient methods of transferring molten electrode material to the welded workpiece. Unlike short-circuit welding, pulsed welding does not produce spatter or cause cold laps. Welding positions in pulse mode are not limited, as they derive from globular or spray transfer modes, making them significantly more efficient. By cooling the spray arc process, pulsed MIG expands the welding range, while reduced heat input prevents burn-through of thin materials. MIG PULSE is one of the best welding processes for a wide range of applications and metal types.
 MIG DOUBLE PULSE – Welding using the MIG/MAG double pulse method provides a high-quality weld face appearance (scale effect). Additionally, the use of automatic wire feeding increases welding efficiency. The MIG/MAG double pulse method allows adjustment of current pulsation (pulse balance) and wire feed speed. This improves the appearance of the weld. During MIG/MAG double pulse welding, current pulses occur in two ranges. The sequential system of the devices automatically combines two pulse levels: hot and cold.
MIG DOUBLE PULSE – Welding using the MIG/MAG double pulse method provides a high-quality weld face appearance (scale effect). Additionally, the use of automatic wire feeding increases welding efficiency. The MIG/MAG double pulse method allows adjustment of current pulsation (pulse balance) and wire feed speed. This improves the appearance of the weld. During MIG/MAG double pulse welding, current pulses occur in two ranges. The sequential system of the devices automatically combines two pulse levels: hot and cold.
The benefits of using the MIG/MAG double pulse method include:
- MIG/MAG double pulse welding is faster than TIG welding.
- MIG/MAG double pulse welding achieves high aesthetics similar to TIG welding.
- MIG/MAG double pulse welding causes less distortion than TIG welding.
 AUTO – synergic settings – automatic adjustment of welding parameters such as arc voltage and current as well as wire feed speed. Using a single knob, the user simultaneously adjusts all the listed parameters.
AUTO – synergic settings – automatic adjustment of welding parameters such as arc voltage and current as well as wire feed speed. Using a single knob, the user simultaneously adjusts all the listed parameters.
 FCAW – Thanks to the polarity change function, it is possible to weld without shielding gas using self-shielded FCAW wire. This method uses self-shielded flux-cored wire for welding (in all positions) steels of normal and increased strength not exceeding 510 MPa. The self-shielded wire can be used in single- and multi-pass welding processes, with power sources featuring both flat and drooping characteristics. The wire is intended for general production work, also in field conditions, and for welding structures where impact strength requirements are not specified. Welding current DC(-).
FCAW – Thanks to the polarity change function, it is possible to weld without shielding gas using self-shielded FCAW wire. This method uses self-shielded flux-cored wire for welding (in all positions) steels of normal and increased strength not exceeding 510 MPa. The self-shielded wire can be used in single- and multi-pass welding processes, with power sources featuring both flat and drooping characteristics. The wire is intended for general production work, also in field conditions, and for welding structures where impact strength requirements are not specified. Welding current DC(-).
 MMA – a method that uses a coated electrode consisting of a metal core covered with flux. The welder feeds the electrode as it melts into the welded workpiece to maintain a constant arc length while moving its melting end along the weld line. The device allows welding with all types of electrodes, such as basic, cellulose, rutile, or acidic.
MMA – a method that uses a coated electrode consisting of a metal core covered with flux. The welder feeds the electrode as it melts into the welded workpiece to maintain a constant arc length while moving its melting end along the weld line. The device allows welding with all types of electrodes, such as basic, cellulose, rutile, or acidic.
 MMA VRD – the VRD (Voltage Reduction Device) function available in MMA mode reduces the open-circuit voltage of the secondary circuit. It increases safety and reduces the risk of electric shock. The function switches welding power on and off when resistance between the electrode and the welded element is detected during welding.
MMA VRD – the VRD (Voltage Reduction Device) function available in MMA mode reduces the open-circuit voltage of the secondary circuit. It increases safety and reduces the risk of electric shock. The function switches welding power on and off when resistance between the electrode and the welded element is detected during welding.
ADDITIONAL FUNCTIONS:
- Inductance adjustment in MIG/MAG mode in the range -90 – 50% – Properly selected welding inductance reduces spatter. It depends on wire diameter, shielding gas, welding current, and welding position. Lower inductance stabilizes and concentrates the arc, while higher inductance produces a smoother weld pool and reduces spatter. Correctly selected inductance is characterized by a stable arc, uniform transfer of molten metal droplets, a constant weld pool size, and a characteristic repetitive sound without spatter or explosions.
- SPOT spot welding – a timed welding function used for tack welding, allowing uniform weld lengths.
- Arc ignition via: 2T – two-stroke, 4T – four-stroke, 4Ts – special four-stroke (used for welding aluminum alloys).
- Pulse frequency adjustment in the range 0 – 5 Hz,
- Pulse duty cycle adjustment in the range 20 – 80%,
- Adjustment of HotI and EndI parameters – setting the increased arc voltage at start and the final current value, i.e. crater filling.
- BURN BACK – a function preventing the electrode wire from sticking to the contact tip by briefly retracting the wire after the welding process ends. The device allows setting the burn back time in the range -90 – 90%.
- PRE GAS – adjustment of shielding gas flow time before welding in the range 0 – 10 s.
- POST GAS – adjustment of shielding gas flow time after welding in the range 0.1 – 50 s.
- HOT START – a function that facilitates arc ignition in MMA mode by temporarily increasing the welding current to heat the material and electrode at the contact point and properly shape the penetration and weld face in the initial phase of welding.
- ARC FORCE – increasing or decreasing the arc length depending on the distance between the electrode and the welded material.
DEVICE FEATURES:
- possibility of MIG/MAG PULSE welding (single pulse)
- possibility of MIG/MAG BI-PULSE welding (double pulse)
- synergic settings
- possibility of MMA welding (coated electrode)
- SPOT spot welding capability
- possibility of FCAW welding (self-shielded wire)
- compact, solid construction
- IGBT transistors
- efficiency 60%
- easy-to-use control panel
- LCD display of welding parameters
SET EQUIPMENT:
- KRAMER BI-PULSE 200 MIG/MAG welder,
- MIG/MAG welding torch MB15 3 m EURO,
- ground cable 2 m,
- electrode cable 2 m,
- 0.8 / 1.0 roller for steel (installed in the wire feeder),
- additional 1.0 / 1.2 roller for aluminum,
- Teflon wire liner for aluminum,
- user manual in Polish and warranty card.
TECHNICAL DATA:
| Supply voltage [V] | 1~230 |
| Frequency [Hz] | 50/60 |
| Protection [A] | 20 |
| Power consumption [kVA] | 7.7 |
| Power supply tolerance [%] | ± 10 |
| Insulation class | F |
| Enclosure protection class | IP21S |
| Weight [kg] | 13 |
| Dimensions H/W/L [mm] | 360x210x470 |
| PARAMETERS MIG/MAG | |
| Welding current range MIG/MAG [A] | 20 – 200 |
| Wire feed adjustment | smooth |
| Duty cycle at 40°C 60% [A] | 200 |
| Duty cycle at 40°C 100% [A] | 155 |
| Feeder type | 2R PROFI |
| Welding wire diameter [mm] | 0.8 – 1.2 |
| Inductance [%] | -90 – 50 |
| Wire burn-back time [%] | -90 – 90 |
| SPOT welding time [s] | 0.1 – 9.9 |
| Slow wire start [m/min] | 1 – 25.5 |
| Pause time SPOT welding [s] | 0.1 – 25.5 |
| Gas pre-flow time [s] | 0 – 10 |
| Gas post-flow time [s] | 0.1 – 50 |
| Pulse frequency [Hz] | 0.5 – 5 |
| Pulse duty cycle [%] | 20 – 80 |
| Pulse modulation [%] | 5 – 50 |
| Wire spool diameter / weight | 200 mm / 5 kg |
| PARAMETERS MMA | |
| Welding current range MMA [A] | 20 – 150 |
| Duty cycle at 40°C 60% [A] | 150 |
| Duty cycle at 40°C 100% [A] | 112 |
| Arc force (ARC FORCE) [A] | 0 – 205 |
| Hot start (HOT START) |
Welding current [A]: 0 – 160, Duration [ms]: 0 – 99 |
| Welding electrode diameters [mm] | 1.6 – 4.0 |
Files for download: