

INVERTER WELDING MACHINE JET TIG II 250 AC/DC WELDER FANTASY













Regular price:
product unavailable

 Description
Description
Industrial devices Welder Fantasy JET TIG II 250 are microprocessor-controlled welding power sources based on IGBT technology, designed for welding carbon steels, stainless steels, acid-resistant steels, copper, brass, magnesium, titanium, and all aluminum alloys.
"WELDER FANTASY" IS A PROTECTED AND REGISTERED TRADEMARK OF FACHOWIEC -View Trademark Protection Certificate
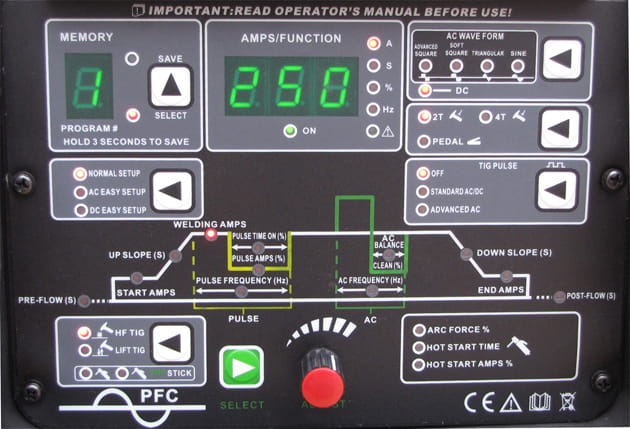
This top-class device sets new standards among AC/DC welding machines, and the user-friendly control panel ensures the selection of all necessary operating parameters.
The JET TIG II AC/DC 250 welding machine enables welding using the following methods:
- TIG DC PULS lift-arc - arc ignition occurs through contact of the electrode with the welded material, the pulse function allows welding of thin elements through periodic changes in current intensity.
- TIG DC PULS HF - non-contact HF ignition using an ionizer in TIG DC PULS mode
- TIG DC lift-arc - In the TIG method (Tungsten Inert Gas), the electric arc is struck in a shield of inert gas (argon), between the workpiece and a non-consumable electrode made of pure tungsten or tungsten with additives. In TIG lift-arc mode, the arc is initiated when the electrode touches the workpiece. In TIG DC mode, the current is constant.
- TIG DC HF - To completely eliminate the possibility of tungsten contamination of the weld, it is recommended that the electrode does not touch the workpiece; for this purpose, non-contact arc ignition is used with the help of high-frequency discharges generated by the built-in ionizer.
- TIG AC PULS lift-arc - welding in this mode combines the use of alternating current with pulse, enabling welding of very thin aluminum elements. Arc ignition occurs through contact of the electrode with the welded material.
- TIG AC PULS HF - a function enabling welding of thin aluminum elements. Non-contact ignition thanks to the use of an ionizer.
- TIG AC lift-arc - a function allowing welding of aluminum using alternating current, which performs a cathodic cleaning function during aluminum welding. Thanks to the ability to set the AC BALANCE parameter, i.e., the balance of alternating current, it is possible to adjust the ratio of the duration of its phases relative to each other
- TIG AC HF - an analogous function enabling welding of aluminum with alternating current, ignition occurs without contact via high-frequency current generated by the ionizer.
- TIG AC + DC - the ADVANCED AC function enables welding with mixed AC DC- current. In a single cycle, there is a transition between alternating current AC and direct current with negative polarity DC(-). This cycle repeats throughout the welding process. Mixed current welding is particularly useful when joining elements of different thicknesses. Noise emission is also reduced compared to welding with alternating current AC.
- MMA DC+ - In the MMA method, a coated electrode is used, consisting of a metal core covered with flux. An electric arc is generated between the end of the electrode and the welded material. Arc ignition occurs by touching the electrode to the material. MMA DC+ means welding with positive polarity – more heat is generated in the material and less in the electrode.
- MMA DC- - the difference from MMA DC+ is that the polarity in MMA DC- mode is negative, so the heat distribution is reversed – more heat is generated in the electrode and less in the welded material.
- MMA VRD DC+ - available in MMA DC+ mode, the VRD (Voltage Reduction Device – module reducing the no-load voltage of the device’s secondary circuit). Increases safety and reduces the risk of electric shock. The function turns the welding power on and off when resistance between the electrode tip and the welded element is detected during welding.
- MMA VRD DC- - available in MMA DC- mode, the VRD (Voltage Reduction Device) function operates analogously to MMA VRD DC+, the difference lies in negative polarity.
For all TIG methods, the following welding modes can be used:
- ARC IGNITION VIA LIFT-ARC SYSTEM (2T and 4T)
- NON-CONTACT HF ARC IGNITION (2T and 4T)
- ARC IGNITION USING A REMOTE CONTROL PEDAL (2T and 4T)
DEVICE FEATURES:
- LCD display of welding parameters
- LCD display of individual program
- ability to save 9 full programs
- 2-STROKE and 4-STROKE
- HF or LIFT mode
- dual-function adjust knob (coarse and fine adjustment),
- possibility to connect remote control - control pedal, torch with potentiometer
- very wide range of welding functions:
- possibility to select waveform shape:
-
ADVANCED SQUARE - rectangular waveform of alternating current allows welding of aluminum with magnesium content
-
SOFT SQUARE - trapezoidal waveform of alternating current is used for welding aluminum with silicon content
-
TRIANGULAR - triangular waveform setting is optimal for welding thin elements, including anodized aluminum
- SINE - sinusoidal waveform is recommended for welding pure aluminum 99.999%
-
- AC/DC EASY SETUP - possibility to use pre-programmed factory settings.
- NORMAL SETUP - welding parameters set according to individual needs.
- HOT START - function increasing current at arc ignition, facilitating welding start.
- HF - the device is equipped with an ionizer that allows non-contact arc ignition.
- PRE and POST GAS - gas flow before and after welding.
- UP and DOWN SLOPE - rise and fall of welding current.
- PULS - pulsed current function, mainly used for welding thin elements (even as thin as 0.1 mm), metals with low melting points such as lead, or welding in forced positions. Other advantages of pulsed welding include a smaller heat-affected zone, greater arc stability, deeper penetration, and improved weld appearance.
- ARC FORCE - function stabilizing the welding process by maintaining arc voltage regardless of its length and facilitating control of spatter.
- VRD - Voltage Reduction Device - reduces the no-load voltage of the device’s secondary circuit. Increases safety and reduces the risk of electric shock.
- PFC - Power Factor Correction - increasing the power factor to a value as close as possible to 100% to reduce power losses in transmission lines.
- possibility to select waveform shape:
SET CONTENTS:
- welding machine Welder Fantasy JET TIG II AC/DC 250 IGBT
- TIG welding torch PARKER SGT 18 FLEX - 4 m (ATTENTION! liquid-cooled torch, the set does not include a cooler)
- ground clamp 3 m
- electrode holder 3 m
- manual in Polish
SEE PRODUCT PRESENTATION: 
|
Power supply voltage |
1~230V 50 Hz |
|
Power consumption TIG/MMA |
7,5 kVA |
|
Minimum slow-blow protection |
25 A |
|
Insulation class |
F |
|
Enclosure protection rating |
IP21S |
|
Dimensions |
430*200*290 mm |
|
Weight |
28 kg |
|
TIG PARAMETERS |
|
|
TIG DC welding current range |
3-250 A |
|
TIG AC welding current range |
5-250 A |
|
TIG duty cycle 60% |
250 A |
|
TIG duty cycle 100% |
200 A |
|
Waveform shape |
rectangular, trapezoidal, triangular, sinusoidal |
|
AC current frequency adjustment |
20-250 Hz |
|
AC mode current balance |
5%-90% |
|
Initial / final gas AC/DC mode |
0-25 / 0-50 s |
|
Initial / final current DC mode |
5-200 / 3-200 A |
|
Initial / final current AC mode |
5-200 A |
|
Rise / fall time AC/DC mode |
0-25 s / 0-25 s |
|
Pulse base AC/DC |
3-100% |
|
Pulse duration AC/DC |
5%-95% |
|
Mixed current frequency Advanced AC |
0,1-10 Hz |
|
Pulsed current frequency Standard DC |
0,1-500 Hz |
|
Pulsed current frequency Standard AC Square (rectangular) |
0,1-250 Hz |
|
Pulsed current frequency Standard AC Soft Square, Triangular, Sine |
0,1-10 Hz |
|
TIG arc ignition function |
HF (ionizer) / LIFT |
|
MMA PARAMETERS |
|
|
MMA no-load voltage / VRD MMA |
70 / 21 V |
|
MMA welding current range DC+ / DC- |
20-200 A |
|
MMA duty cycle 60% |
200 A |
|
MMA duty cycle 100% |
160 A |
|
ARC FORCE |
0-100% |
|
HOT START TIME |
0-2 s |
|
HOT START AMPS |
0-100% |
Files to download:
Safety
Related products
WELDER CONTROL PEDAL JET TIG / NOVEL / LUX TIG
